在示教编辑界面按〈1〉键成功新建一个文件或按〈3〉修改文件时,进入程序编辑界面。在程序编辑界面里,用户可以完成各种图形及相关控制的示教编程工作。程序编辑界面如下图示:
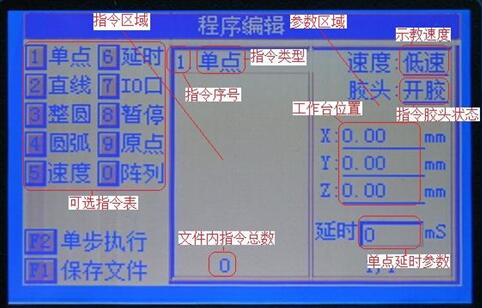
界面左侧罗列了11种图形和控制指令,其与按键之间的对应关系如下表,当要输入某一指令时,在允许输入的情况下按对应的按键即可输入指令。
| 按键 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | F4 |
| 指令 | 单点 | 直线 | 整圆 | 圆弧 | 速度 | 延时 | IO | 暂停 | 原点 | 阵列 | 直线中心 |
界面每页只能显示8条指令,当文件内指令总数大于8条时,需要分页显示。此时按〈翻页〉键可以向后翻页。
编程基础
利用两点确定一条直线,三点可以确定一个圆或圆弧的原理,只要记录下一个图形的确定数量的关键点,通过一系列的数学计算,就可以重建该图形。即示教编程的关键就在于精确获取图形的关键点。故示教编程的过程就是在程序编辑界面输入指令,然后控制工作台运动到该图形的关键点,记录以后形成程序文件的过程。
JD2000示教盒支持的图形指令有单点、直线、圆及圆弧,其中单点有一个关键点;直线有两个关键点,分别为直线起点和直线终点;圆及圆弧有三个关键点,分别为起点、中间点和终点。关键点缺一不可,并且要求依次连续的示教完毕,否则图形条件不满足。所以,①在编程过程中,如果在关键点输入未完成的情况下取消一个关键点输入,则默认为取消整个图形。②如果按〈DEL〉删除一个图形的其中任意一个关键点,则删除整个图形。③在示教程序中间插入一个图形或控制指令时,系统会自动在选中指令图形的最后一个关键点后面插入。④选择一个指令作为指令阵列的开始指令或结束指令时,系统会默认选择整个图形作为阵列开始或结束。
在示教过程中,如果输入了一个图形指令,界面右方会出现工作台坐标。此时应该使用方向键控制工作台运动到期望的关键点处,期间可以根据实际需要使用〈速度〉键调节示教速度,该速度只在示教编程时起作用,不影响文件执行时的速度。正确设置胶头开关后,按〈ENT〉键即可以保存该关键点。如果该图形还有关键点未编程,则系统在上一关键点保存后自动输入下一关键点,并要求操作人员再次确定关键点,直到该图形所有的关键点示教完毕。期间如果在任何一个关键点的示教过程中按〈ESC〉键取消关键点输入,则该图形自动取消。 程序编辑界面有在两种不同的状态,一种是指令输入状态,一种是指令
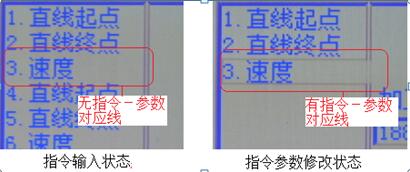
参数修改状态,如下图示: 在指令输入状态下(在指令区域有光标显示,无指令-参数对应线,指令参数区域无任何显示),用户通过按键可以输入所需指令。在指令参数修改状态(指令区域无光标显示,有指令-参数对应线,指令参数区域显示该指令的参数,包括坐标、速度、胶头开关、延时等),用户可以修改对应指令的参数,但此时不能插入新指令。两种状态可以互相转换。在指令输入状态下,用户输入一个新指令或在指令上按〈ENT〉键修改指令参数时,进入指令参数修改状态。在指令参数修改状态下,按〈ENT〉确认修改或按〈ESC〉取消修改,均可返回到指令输入状态。 方向键〈Y-〉及〈Y+〉在示教编辑界面下,处于不同的状态有不同的用途。在指令输入状态下,它们用于光标上下移动,选择指令。而在指令参数修改状态下,处于工作台示教模式市,方向键〈X-〉、〈X+〉、〈Y-〉、〈Y+〉用于移动工作台;而当处于坐标输入模式时,方向键〈X-〉、〈X+〉、〈Y-〉、〈Y+〉用于移动光标。
当条件满足以下条件时,可以在指令输入区域输入指令:①处于指令输入状态。②文件内的指令数未达到最大指令数限制。③输入指令中没有原点指令,或者光标在原点指令前。以下的描述中,默认以上条件均满足,即可以输入指令。 输入坐标
当系统处于示教模式时(如系统测试中的工作台测试、起点校正及输入或修改运动指令下),按〈切换〉键可以切换到输入坐标模式,直接输入各轴的坐标位置,代替手动示教模式。
按下〈切换〉键后,光标停留在X轴的坐标位置上,利用〈Y-〉、〈Y+〉将光标移动到需要修改的坐标或延时上,输入坐标后按〈确定〉键,则该轴坐标确定,光标自动下移,等待修改坐标。修改完毕后按〈确定〉键,工作台自动移到目标位置,完成该指令的输入。 起点延时、终点延时
当输入指令为单点、直线和圆弧时,提供两个额外的工艺参数:起点延时和终点延时。起点延时:工作台运动到目标位置(如单点、直线起点、圆弧起点),然后在开胶延时的基础上,额外延时一段时间,工作台再运动到目标位置(如直线终点、圆弧中点)。终点延时即为到达目标位置后(如直线终点、圆弧终点),延时一段时间后再进行下一动作(如关胶或移到到下一目标位置)。 引入起点延时和终点延时后,可以解决在轨迹起点或终点位置出胶量特别大的工艺要求。 直线
按〈2〉键可以输入直线图形。输入后系统自动进入到指令参数修改状态,开始直线起点的示教。按〈点控〉键可以修改直线起点的胶头状态。直线起点示教完毕后按〈ENT〉键确认指令。直线起点确认后,系统自动插入直线终点指令,同上方式再对直线终点进行示教,直线终点示教完毕后按〈ENT〉键确认直线图形的输入。示教过程中可以按〈切换〉键,将进入坐标输入模式,直接输入坐标或修改起点延时。 直线中点
直线中点最大的应用在于方便用户对由直线构成的多边形工件的进行编程。 如下图示,一个工件由四个首尾相连的直线边组成。采用常规的编程方式时,即分别在AB、BC、CD、DA段示教一条直线,不但效率较低,而且很难保证DA段直线的终点与AB段直线的起点重合。在这种情况下引入了直线中点的概念,对下图工件进行示教编辑时,可以先示教一段直线,起点和终点都在A点,然后对该直线插入3个直线中点(即B、C、D点)即可。
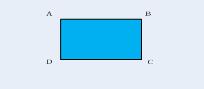
选中需要插入中点的直线的直线起点指令,在此状态下按〈F4〉即会在该直线的直线起点及直线终点间插入一条直线中点指令,移动工作台到需要插入中点的位置,按〈ENT〉确定。此时,原来的一条直线会根据直线中点的位置,自动生成两条直线。如已有直线AC,在直线AC中插入一个中点B点,则确认该中点后,系统会自动生成两条直线,分别为AB和BC,以完成插入直线中点的功能。生成两条直线后,光标自动选中第二条直线的起点,方便用户继续插入中点,完成更复杂图形的编程。
直线中点指令只有当光标落在直线起点的时候方能生效,除此之外的任何情况,按〈F4〉直线中点指令无效。 整圆
按〈3〉键可以输入整圆图形。输入后系统自动进入到指令参数修改状态,开始整圆起点的示教。按〈点控〉键可以修改整圆起点的胶头状态。整圆起点示教完毕后按〈ENT〉键确认指令。整圆起点确认后,系统自动插入整圆中点指令,同上方式再对整圆中点进行示教。整圆中点无法修改胶头状态。整圆中点确认后,系统自动插入整圆终点指令,对整圆终点示教完毕后按〈ENT〉键,确认整圆图形的输入。
在整圆及圆弧的示教过程中,找关键点时,为保证重建图形的计算精度,应该尽可能等间隔的选择关键点。
圆弧
按〈4〉键可以输入圆弧图形。输入后系统自动进入到指令参数修改状态,开始圆弧起点的示教。按〈点控〉键可以修改圆弧起点的胶头状态。圆弧起点示教完毕后按〈ENT〉键确认指令。圆弧起点确认后,系统自动插入圆弧中点指令,同上方式对圆弧中点进行示教。圆弧中点无法修改胶头状态。圆弧中点确认后,系统自动插入圆弧终点指令,对圆弧终点示教完毕后按〈ENT〉键,确认圆弧图形的输入。示教过程中可以按〈切换〉键,将进入坐标输入模式,直接输入坐标或修改起点延时。
原点
为能让用户在一个文件加工完毕后,灵活的定位工作台位置,引入了原点指令。原点指令在文件中起到加工完毕后对工作台进行重新定位的作用。当在文件参数中设置“终点位置”参数的值为“原点”,则文件加工完毕后自动回到用户指定的软原点指令位置。一个文件只能插入一个原点指令,并且原点指令只能位于文件末尾。当文件插入原点指令后,不能在原点指令后面再输入其他指令,只能在原点前插入。
按〈9〉键输入原点指令后,工作台自动移动到本文件的起点位置,并且Z轴上抬到最高位置,等待用户示教。用户示教完毕按〈ENT〉确认后,Z轴自动上抬到最高位置。
速度 速度指令用于实时的改变加工速度。如果文件中没有速度指令时,文件以加工参数中的“加工速度”为速度参数进行加工。当插入速度指令后,在文件加工过程中遇到速度指令后,自动按速度指令中规定的速度值运行,直到遇到下一个速度指令,再按下一个速度指令中的速度运行。
按〈5〉键可以插入速度指令。插入速度指令后,系统自动切换到指令参数修改状态,等待用户输入速度值。输入的速度值中,最小值为0.01mm/S;其最大值受系统参数中的“最大速度”限制,如果输入值大于最大速度,自动设为最大速度值。输入完毕后按〈ENT〉键确认指令输入。
延时 延时指令用于在特定位置延时特定时间。当在加工过程中,遇到延时指令时,系统会在原位置停留,直到延时结束。此指令的引入是为了能更好的配合用户流水线的使用。
按〈6〉键可以插入延时指令。插入延时指令后,系统自动切换到指令参数修改状态,等待用户输入延时值。输入完毕后按〈ENT〉键确认指令输入。
IO口
IO口指令用于在特定位置,刷新IO口的输出。使用IO指令,可以灵活的配置IO口的作用,使设备能更好的配合用户流水线。按〈7〉键可以插入IO口指令。插入IO口指令后,弹出IO口设置窗口如下。
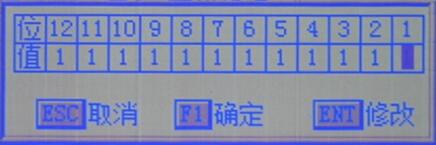
使用方向键将光标移动到待修改的输出位,使用〈ENT〉键修改IO的值,然后按〈F1〉确认IO指令。
当在文件中第一次插入IO指令时,各IO的输出均为1;后续插入的IO指令中,IO口的初始值延续上一IO指令的值。IO指令不会影响胶头状态,即IO口的第一位的值在IO指令中将被忽略。
暂停
暂停指令用于暂停文件加工。当文件执行过程中遇到暂停指令时,文件加工暂停,同时JD2000示教盒界面显示已暂停,直到用户按〈1〉键或按设备上的开始键,再继续加工。暂停指令的引入,是为了配合用户针对各种不同工件使用不同的加工流程。如一个工件有正反两面需要涂胶,在示教过程中,可以将正反两面的图形编辑在一个文件里,形成一个单独的加工文件。然后在正反两面程序的交接处插入暂停指令。当工件第一面加工完毕后,遇到暂停指令,加工暂停,操作人员将工件翻面,再按继续加工,直至完成。此做法可以提高用户的加工效率及制定灵活的加工流程。
按〈8〉键可插入暂停指令。暂停指令没有附带参数,系统在暂停指令输入后自动回到指令输入状态。